密碼找回
賬號找回
刪除信息
常見問題
類別不銹鋼紅打線材用途緊固件
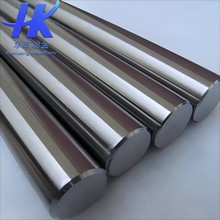
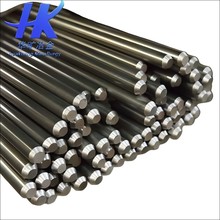
冷拔不銹鋼精磨棒材316LCu性能定制精密研磨棒
機(jī)加工不銹鋼棒料XM-19高精度無心磨加工生產(chǎn)
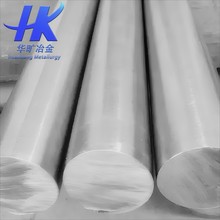
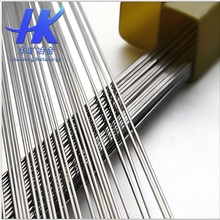
機(jī)加工不銹鋼棒料Nitronic50調(diào)直加工高直線度
機(jī)加工不銹鋼棒料1.4028性能定制精密研磨棒
6年
微信在線
18913217789
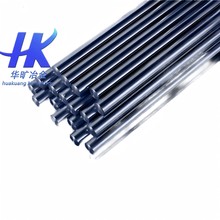
機(jī)加工不銹鋼棒料0Cr23Ni13調(diào)直加工高直線度
價格面議
不銹鋼研磨棒SUH660性能定制精密研磨棒
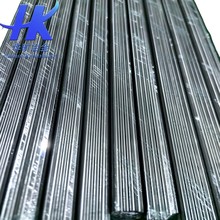
不銹鋼研磨棒Nitronic60調(diào)直加工高直線度
不銹鋼研磨棒SUH31(SUH37)性能定制精密研磨棒
機(jī)加工不銹鋼棒料00Cr19Ni10高精度無心磨加工生產(chǎn)
不銹鋼研磨棒Y12Cr13調(diào)直加工高直線度